




+86-159 9860 6917
info@geofantex.com
geofantex@gmail.com
+86-400-8266163-44899
As discussed at the 10th International Conference on Geosynthetics held in 2014 in Berlin, GRI GM13 compliant material is now internationally viewed as the lowest common denominator in HDPE geomembrane specification, good for standard low risk lining applications only. This paper will discuss the use of the GRI GM13 specification, how to compile an HDPE geomembrane specification, using GRI GM13 as a basis, to get the performance required depending on the design requirements of a specific project. Particular attention will be paid to the effects of temperature and UV on durability, antioxidant depletion and physical properties as measured in recent exposed geomembrane testing compared to initial baseline material properties.
To ensure that the material specified is in fact manufactured and delivered to site a conformance testing protocol will be discussed including important indicator variables and costs of testing. Lastly the importance of CQA will be emphasized in terms of overall project risks compared to the MQA of geomembrane manufacturing.
1. GEOMEMBRANE SPECIFICATIONS
Geomembranes used in waste disposal site barrier systems are required to meet the requirements as regulated by the National Norms and Standards for Disposal of Waste to Landfill, Notice No. R. 636, promulgated on the 23rd August 2013. In section 3 (2) (h) it states “Geosynthetic materials must comply with relevant South African National Standard specifications, or any prescribed management practice or standards which ensure equivalent performance”. The South African National Standard for HDPE geomembranes is SANS 1526:2015 Edition 3 – Thermoplastics polyolefin sheeting for use as a geomembrane. In Section 4.1.1 a) of the standard HDPE products are required to meet the specifications set out in GRI Test method GM13. GRI GM13 was developed by the Geosynthetic Research Institute (GRI) in the USA and sets forth a set of minimum, physical, mechanical and chemical properties that must be met, or exceeded by the geomembrane being manufactured. GRI GM 13 states that “This standard specification is intended to ensure good quality and performance of HDPE geomembranes in general applications, but is possibly not adequate for the complete specification in a specific situation. Additional tests, or more restrictive values for test indicated, may be necessary under conditions of a particular application”.
GRI GM13 is a set of Manufacturing Quality Control (MQC) specifications. MQC is defined as a planned system of inspections that is used to directly monitor and control the manufacture of a material which is factory originated. MQC is normally performed by the manufacturer of geosynthetic materials and is necessary to ensure minimum (or maximum) specified values in the manufactured product. MQC refers to measures taken by the manufacturer to determine compliance with the requirements for materials and workmanship as stated in certification documents and contract specifications. MQC Tests for HDPE (as per the GRI-GM13 Specification) cover two broad categories of Physical/Mechanical Tests and Endurance Tests. Physical/Mechanical Tests include density, melt index, thickness, asperity height, tensile properties, tear strength and puncture strength. Endurance Tests include carbon black content, carbon black dispersion, stress crack resistance, Oxidative Induction Time (OIT) as-received, OIT after oven aging and OIT after UV exposure.
2. GEOMEMBRANE SPECIFICATION IN SELECTED DEVELOPED COUNTRIES
The GRI GM13 standard for HDPE has been adopted throughout the world by specifiers and government 2 regulatory bodies. As it originates in the USA it is generally accepted by the United States Environmental Protection Agency. In the United Kingdom, guidance is given by the Environment Agency Report LFE5, Using geomembranes in landfill engineering. In the report it states that although there is no specific standards for MQA in the UK, the document has included GRI GM13 for guidance and information. It further states that CEN (technical committee 189) have developed standards and test methods for geomembranes in support of CE marking and that a CE registration certificate is required for materials used in landfill engineering. Australian regulations vary from state by state, but from personal communication it seems as if GRI GM13 is seen as good practice, but not best practice, and is used as a minimum standard and then the value of the properties are increased as required to suit the application. Germany bases their standards for HDPE used in landfills on the Federal Institute for Materials Research and Testing, Bundesanstalt für Materialforschung und -prüfung (BAM). The BAM specification provides certification that a geomembrane is fit for use, but does this by requiring documentation on the actual resin used, dimensions, surface texturing and the production process. There is strict compliance to inhouse quality control and third-party inspections of the manufacturing facilities. In Table 1 Part 1 and 2 of the BAM specification, General Physical requirements, similar properties to GRI GM13 are specified, however with a few key differences. The minimum permissible thickness is 2.5mm and the OIT is >20 min, whereas GRI GM 13 specifies a minimum STD OIT of 100 min. There are in total six tables covering the material properties in the BAM specification, made up of over 50 tests.
3. LIMITATIONS OF GRI GM13
At the 10th International Conference on Geosynthetics held in Berlin in September 2014 there was a significant emphasis placed on research into the durability of HDPE geomembranes in service. In discussions at the conference comments were made, specifically by Dr Kerry Rowe, that GRI GM13 should be viewed as the lowest common denominator in HDPE geomembrane specification. It is good for standard low risk applications, but the designer must specify what is required to get the performance that is needed. At the same conference Dr Ian Peggs (Peggs et al, 2014) stated that stress cracking of HDPE geomembranes is making a resurgence, siting recent examples of a phenomenon that had been seen to be decreasing due to better resins being available on the world market. The high crystallinity of HDPE makes it susceptible to stress cracking, however that is the same feature that gives HDPE its chemical resistance. Photos of examples of these type of failures were included in his paper and are reproduced below. Worth noting is that the majority of these geomembranes, when tested, met the GRI GM 13 specification. Cyclic stresses, very low temperatures, stress concentrations, excessive grinding and overheating of extrusion welds were contributing factors to the failures. The GRI GM13 minimum acceptable stress crack resistance time was increased in 2003 from 200 hrs to 300 hrs. This was increased again in 2014 from 300 to 500 hours.
HDPE Rapid crack propagation in HDPE geomembranes
HDPE – Stress cracking in exposed HDPE geo-memberane in a stormwater drain
HDPE Stress cracking on exposed blown film fold in stormwater dam
There are two possible approaches to try manage the HDPE stress crack issue. Peggs et al, 2015, suggests that material with a Stress Crack Resistance (SCR) exceeding 1000 hr, preferably 2000 hr in more crucial facilities be specified. In addition HP-OIT should be >1000 min (currently GRI GM13 specification is 400min), excessive slack is not built into liner, liner is installed without point stresses, welding rod is compatible (Melt Index) with the geomembrane and do not overheat the liner at these welds. As a general approach extrudate should be made out of the same polymer batch as the liner material, with the same carbon black and OIT master batch.
From personal observation of stress cracking in stormwater dams, see Figure 2 and Figure 3 above, the other significant intervention that the designer could make would be to ensure that the design of lining systems for dams incorporates a final cover over the liner for protection. For a blown film liner this is particularly relevant, see Figure 3, as the cyclic daily temperature and expansion and contraction cycles that result tend to focus at the pinch roller folds caused during blown film manufacturing, leading to stress cracking initiating on these folds. Covering the installed HDPE liner will ensure that the geomembrane is protected from mechanical damage, UV degradation and temperature effects. It will also ensure intimate contact and thus limit leakage.
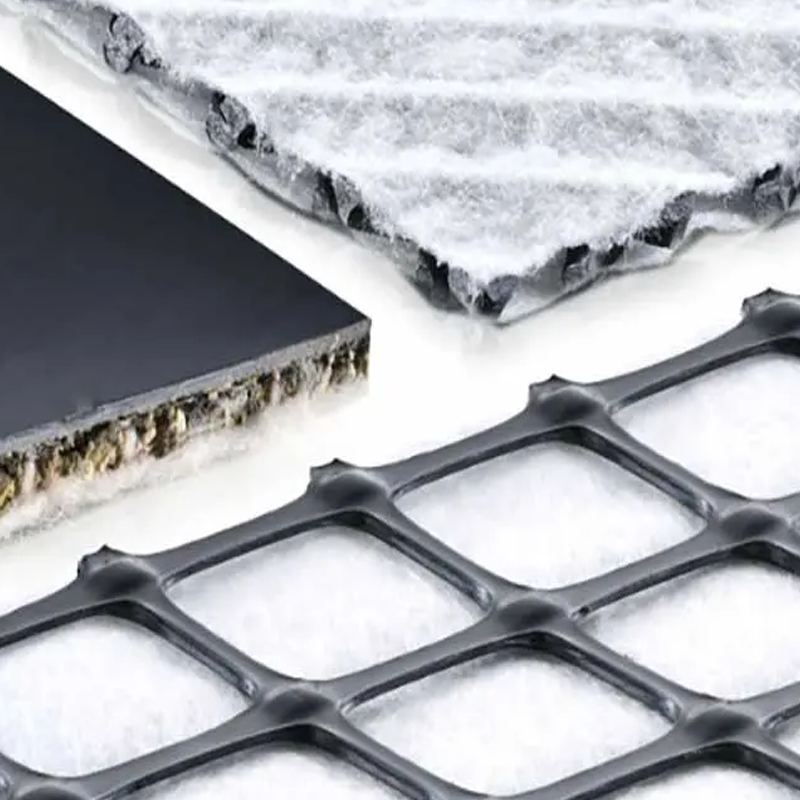
There are however risks with installing a ballast layer as by placing and spreading ballast material in a thin layer above geomembrane, mechanical damage is likely to occur 4 which will lead to an increased leakage rate. Recent innovations like flexible ballast layers formed by geosynthetic mats could prevent these potential risks while having the benefit of an installed ballast layer.
4. EFFECTS OF EXPOSURE ON HDPE GEOMEMBRANES
Hsuan et al. (1995) state that sunlight, heat and radiation are the three types of energy which should be considered in the oxidation behavior of a geomembrane, with sunlight highlighted as a major concern on exposed geomembrane due to photodegradation. The half-life can be used as an indication of degradation; this is when there’s a 50% change in the strength or elongation of the material from the original pre-exposure value (Koerner et al, 2012). A liner can be described as failed when the leakage rate exceeds acceptable or initially determined action leakage rates or when visible stress cracking can be seen in areas of exposed materials. Accelerated UV Radiation Tests, such as those done in a QUV apparatus in accordance with the ASTM standard D7238, can be performed to determine when the reduction in a critical parameter will result in a failure of the material. With this information, the designer can compare the estimated polluting lifespan of the facility and a decision on an appropriate specification for the geomembrane or cover/protective layer can be made, to be implemented during the construction.
The authors have conducted aging or QUV tests to answer the following questions on various projects:
1. Can the exposed liner of a leachate dam be maintained (or replaced with new material) when the dam is converted into a landfill cell?
2. More material than required was ordered for a previous extension and it has been stockpiled on site uncovered, exposed to sunlight and heat, is this material still suitable for use on a new facility?
3. Previous storage facilities on site have not had a ballast layer, why does the design of the next dam include one?
4. Is there value in constructing the entire liner protection and leachate collection system initially rather than incrementally as the cell fills up with waste which could take a number of years?
All materials considered in the above questions was similar in that it was all GRI-GM 13 compliant even though from different suppliers and installed in different conditions. Some material was tested after exposure on site and compared to the original state using the conformance testing done during construction. Other material was exposed to 1600 hours of UV exposure composed of 80 cycles of UA at 75 C for 20 hours followed by condensation at 60 C for 4 hours. The results of five aging and QUV testing case studies can be summarized as follows in Table 1.
HDPE Dam liner case studies of aged sampled to evaluate % HP OIT retained.
The following conclusions can made from the above cases:
- Temperature and sunlight exposure is an issue of major concern that should be considered in the design of lined facilities. Materials likely to be installed in these conditions should ideally exceed the minimum endurance properties specified in the GRI-GM13, like HP OIT for example.
- Exposed geomembrane solutions, like dams, should be reassessed.
- Liners stored in stockpiles should be covered with suitable UV resistant materials to prevent degradation due to sunlight exposure even before the material is installed.
5. HOW TO COMPILE A SPECIFICATION THAT DEVIATES FROM GRI GM13
When compiling a project specific geomembrane specification, specifically for a textured geomembrane, what are the deviations from GRI GM13 that one should consider?
- Thickness in GRI GM13 is minimum average (the average must be a minimum of), and for smooth geomembrane the lowest individual for any of the 10 values is to be -10%. So the average thickness of 10 samples of each roll of 2mm geomembrane to be supplied must be a minimum of 2mm, and the lowest value of the 10 thickness values measured must not be less than 1.8mm. The same specification should be used for smooth and textured material which with flat dye manufactured material is easily achievable. The additional thickness tolerance in GRI GM13 for textured materials specification (lowest individual for any 8 out of the 10 values is to be -10% and lowest individual for any of the 10 values is to be -15%) is as a result of trying to cater for blown film manufactured material that has been nitrogen textured due to the difficulty of controlling where the thickness reduction that causes the texturing will occur. As the structured texturing product is a flat dye process this additional thickness tolerance is not required and the specifier can set the values the same as for smooth material.
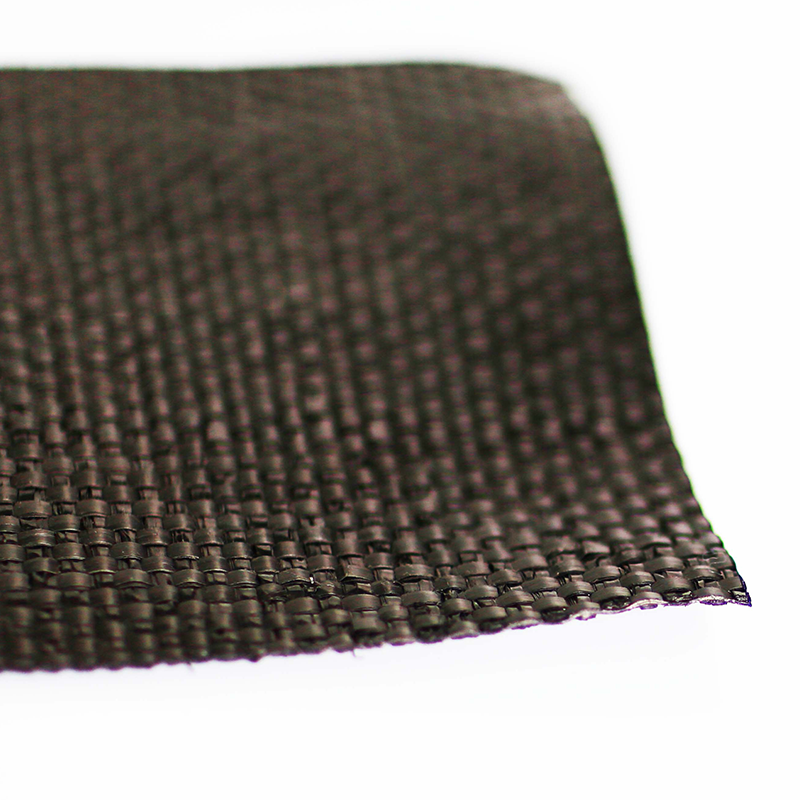
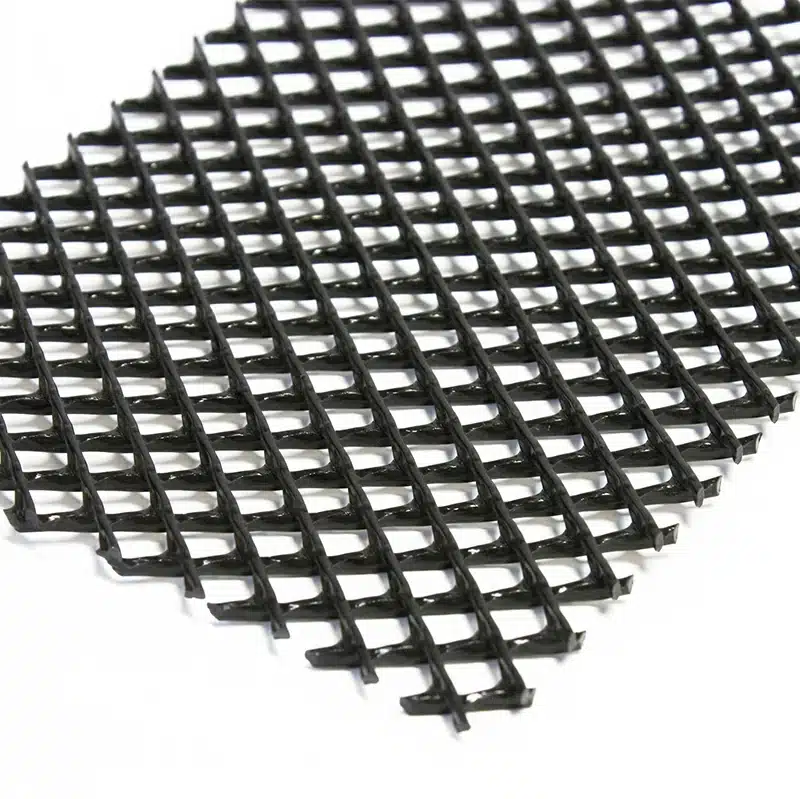
- Minimum Asperity Height in GRI GM13 is now 0.4mm. If interface friction is critical to the design then best practice is to test the onsite materials, and all the geosynthetics to be used, so that the correct data can be used in the stability analysis. Extensive testing with 0.9mm asperity textured geomembrane has been performed by the authors, after finding that lower asperity heights were not yielding the interface friction required, and an understanding of how this textured surface behaves in contact with all typical construction materials has been gained through this process. Most of the textured geomembrane manufacturers now also manufacture a product with this characteristic. Further research on the effect of asperity height on interface friction, especially at high normal loads, is required to be able to refine this specification for a range of asperity heights.
- Texturing is to be embossed, part of the manufacturing process, this is due to the fact that spray on 6 textured materials do not perform at high normal loads as would be experienced at the base of a landfill. The spray on texturing tends to rub off at normal loads > 50 kPa and the interface friction goes back to that of a smooth liner. Asperity density is another variable that deserves additional study, a list of materials on the market is shown in Table 2 below and samples of the products are shown in Figure 4 below. Further research is required on what effect asperity density has on interface friction values?
HDPE Dam liner case study – Table 2 – Comparison of asperity density on five structured flat dye HDPE liners
HDPE Dam liners – Fig. 4 – Five structured flat dye HDPE liner samples
- Break elongation for a smooth HDPE in GRI GM13 is set to a minimum of 700%. For textured material this is set at 100% to cater for the nitrogen textured blown film materials and the thickness reductions the randomness of the texturing process can generate. A product should never be stressed to this point in the field, but values closer to smooth geomembrane should be specified for the textured flat dye structured products. Conformance tests performed on flat dye textured materials show that they easily attain values over 400%.
- Puncture resistance for smooth geomembrane in GRI GM13 is 480N for 1.5mm thick and 640N for a 2mm thick. For textured geomembranes these values are 400N and 534N. Again with a flat dye manufacturing process there should be no significant reduction in these values. Embossed textured material should be able to meet a minimum of 450 N for 1.5mm and 600 N for 2mm.
- Standard OIT in GRI GM13 is currently 100 minutes. From discussions at the 10th ICG, GRI GM 13 was described as the lowest common denominator for geomembrane specification, applicable for 7 routine applications, good practice as opposed to best practice. When specifying HDPE for nonroutine applications, like hazardous waste disposal facilities, project specific requirements need to be considered. Testing done on delivery to installation exposure and antioxidant depletion, and in service antioxidant depletion, both of which are discussed in Section 4 above, also point to the need to consider values above the stated minimum. The requirements of Regulation 636, section 3 (2) (b) service life considerations that must be quantified taking into account temperature effects on containment barriers; can also be addressed by specifying project specific values for OIT. For hazardous waste projects consider doubling the STD OIT requirements to 200 minutes. Conformance tests conducted on projects show that manufacturers can easily meet this specification and some manufacturers are actually producing “high temperature” HDPE geomembranes with enhanced OIT properties.
- STD OIT protects the material during manufacturing and welding on site as its antioxidant packages tend to operate at high temperatures. HP OIT and its packages, Hindered Amine Stabilizers (HALS), operate in a lower temperature range, see Figure 5 below from the GSI Webinar Series Quality Control and Quality Assurance of Geosynthetics in Solid and Liquid Waste Containment Systems, 2015. These stabilizers therefore operate at temperatures closer to the temperatures the liner is likely to be exposed to over its operational life. GRI GM13 gives the choice of specifying STD OIT OR HP OIT. For the reason stated above, for hazardous or industrial waste containment facilities, the specification should be for compliance to both STD OIT AND HP OIT. This approach is also supported by Peggs 2014. The GRI GM13 specification for HP OIT is 400 minutes. Using the same reasoning as for STD OIT, HP OIT of a minimum of 600 minutes should be specified, 1.5 X the GRI GM13 minimum value. Conformance tests conducted on projects show that manufacturers can easily meet this specification.
HDPE Dam liners – STD OIT vs HP OIT temperature ranges from GSI Webinar Series Quality Control
- Stress crack resistance in GRI GM13 is currently set at 500 hours. This is thought to be sufficient and ensures long chain polymers are used in the resin used to manufacture the liner. Certain manufactures have shown that this value can be doubled if required. Stresses in liners should be avoided and liners should be covered to ensure cyclical stress cracking is eliminated.
6. CONFORMANCE TESTING
Once the specification has been compiled, the project priced, orders placed and the material manufactured, the designer needs evidence that the material in fact meets the specification. 8 Conformance testing is the most reliable way to demonstrate this. It is advisable that conformance testing is done in two distinct phases at an independent 3rd party laboratory. Initial testing should be done on the manufactured materials before they are shipped. Waiting to do the tests once the materials are on site, and they then fail, will place significant pressure on the project in terms of programme, specifically the time that remanufacture and shipping new material will have on the project completion date.
There are also costs of claims associated with the replacement of the material, removing the failed material from site, potential foreign exchange implications of the new order, additional shipping and transport costs and other general commercial contractual implications that will affect both project finances and the relationships on site. In short it is a lot easier to reject material that does not meet specification when it is not on site. Costs for these tests should be included in the material costs from the supplier. Once the material arrives on site another set of testing is required to confirm that the material that was tested prior to shipping is in fact the same material that has arrived on the site. These costs should be included as an allowance in the project Bill of Quantities.
The recommended set of conformance tests to be undertaken both prior to shipping and once the material arrives on site are shown in the list in Table 3 below. These are basic indicator tests that focus on the most critical material characteristics and parameters that could affect in place performance of the liner.
Quotes to clients should allow for time/costs for interpretation of the results and correspondence before testing and once the data has been received. Long term testing for durability have been included in the list of tests as these are a direct measure of how the material is expected to perform in the field. The issue with tests however is that they take a long time to perform, over 90 days in some cases. These obviously cannot delay the shipping of the materials to site, so these should be done while the material is in transit. Recent discussions with an international independent testing laboratory have revealed that a rapid tensile test could be used as a way to find out if recycled or regrind material is being used in the middle of flat dye co-extruded liners leading to issues like liner delamination or separation in plane failures. This practice cannot be determined with any other of the current conformance test set.
HDPE Dam liners – Conformance testing properties
7. CONCLUSIONS
As discussed in this paper GRI GM13 should be viewed as good practice, sufficient for standard applications and low risk waste streams. However, within the guidelines set out by the South African landfill regulations, HDPE geomembranes used in landfill barrier systems should be specified to suit the project and environment it will be exposed to, to ensure it performs as required. It is suggested that a similar approach be adopted as in the UK Environment Agency guidelines of landfill by design which states that “Engineering proposals should be designed specifically using scientific techniques and calculations, for the particular environment they are intended to protect following a risk assessment based approach”.
As important as the correct specification of the HDPE geomembrane material used in a barrier is to its long term performance, this alone cannot make up for proper design taking the limitations of the material into account. All geomembranes should be covered to avoid both short term and long term damage and thus continued performance. Rigorous CQA during covering is vital to ensure damage to the liner is avoided. During a recent GSI Webinar Series – Quality Control and Quality Assurance of Geosynthetics in Solid and Liquid Waste Containment Systems Dr.R Koerner noted that for HDPE geomembranes used in barriers “field damage dwarfs manufacturing imperfections!” Field damage can come from handling, placement, seaming, testing, protection, backfilling, etc.
Figure 6 below illustrates results of Electrical Leak Locations Surveys from 300 sites and over 3 million m2 of inspected installed geomembrane. Close to 80% of the damage was on the flat floors. Causes of holes was predominantly stones and heavy equipment.
HDPE Dam liners Location and causes of holes in surveyed geomembranes from GSI webinar Series Quality control
No amount of material specification will prevent these kinds of damage which should be properly addressed by a CQA plan, contractor’s method statements and full time site supervision during installation.
REFERENCES
Environment Agency UK, Report LFE5 – Using geomembranes in landfill engineering
Federal Institute for Materials Research and Testing, Bundesanstalt für Materialforschung und -prüfung 10 (BAM), Certification Guidelines for Plastic Geomembranes used to Line landfills and Contaminated Sites, English translation of the Second Revised edition, 09/99.
GRI GM13, Geosynthetic Research Institute GSI Webinar Series – Quality Control and Quality Assurance of Geosynthetics in Solid and Liquid Waste Containment Systems, Dr R Koerner, 2015 Hsuan, Y. G. & Koerner, R. M. 1995.
Long term Durability of HDPE Geomembranes Part 1 – Depletion of Antioxidants. GRI Report no 16. Koerner, R. M. & Koerner, G. R. 2012.
Lifetime Prediction of Laboratory UV Exposed Geomembranes: Part 1 – Using a Correlation factor. GRI Report no 42
National Norms and Standards for Disposal of Waste to Landfill, Notice No. R. 636, 23rd August 2013 Peggs, I. Gassner, F. Scheirs, J. Tan, D. Noval Arango, A. Burkard, B. (2014).
Is there a Resurgence of Stress Cracking in HDPE geomembranes? 10 IGC, Berlin, September 2014. SANS 1526:2015 Edition 3 – Thermoplastics polyolefin sheeting for use as a geomembrane.
Get Free Sample
We’ll respond as soon as possible(within 12 hours)