




+86-159 9860 6917
info@geofantex.com
geofantex@gmail.com
+86-400-8266163-44899
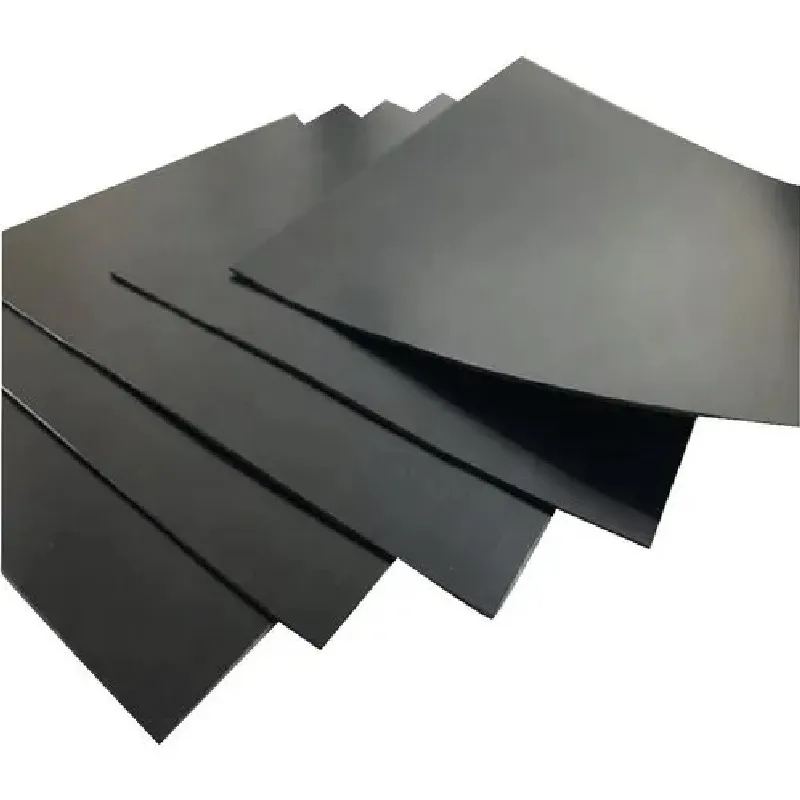
The largest segment of the geomembrane market today is comprised of polyethylene geomembranes. Among polyethylene geomembrane resins, high-density polyethylene (HDPE) and linear low density polyethylene (LLDPE) are the two types most broadly available. HDPE is more widely used between these two due to its enhanced UV resistance, chemical resistance, durability and cost effectiveness.
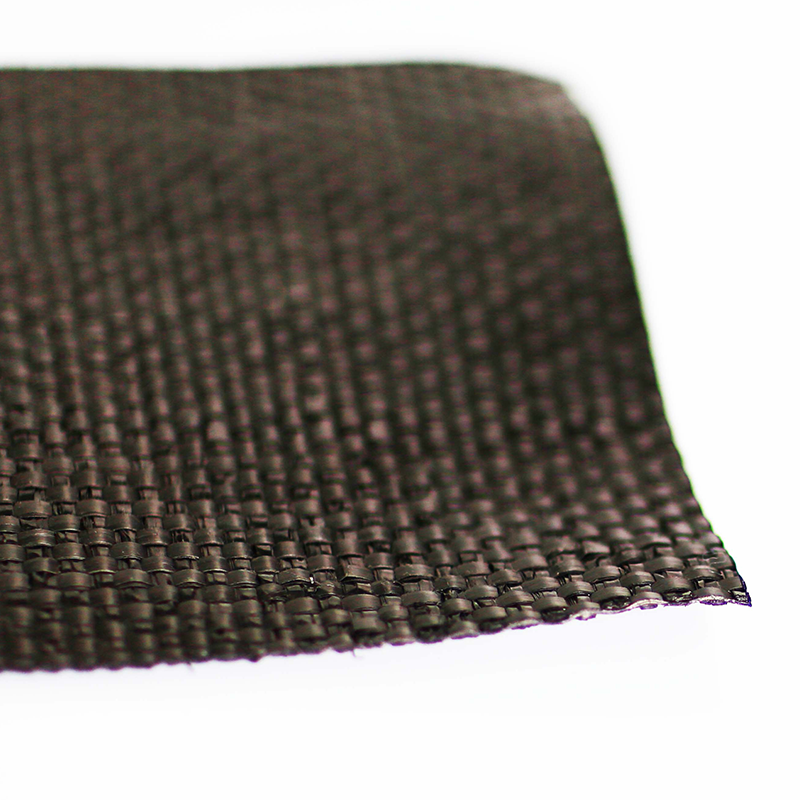
When polyethylene geomembranes were first introduced more than 30 years ago, only smooth surfaced geomembranes were available. However, as the need for increased slope stability was realized, the production of textured geomembranes was introduced to fill that need. The textured surface allows for increased interface strength against soils, textiles, geosynthetic clay liners (GCLs) and other critical interfaces.
Textured Polyethylene Geomembranes Processes
Currently, there are three primary types of textured polyethylene geomembranes that are widely available. The two most commonly used methods in North America are co-extrusion (blown film) and structuring (calendared extrusion). Impingement is another method that was used in the U.S. in the 1990s, but is currently used primarily in Europe. These processes of manufacturing textured geomembranes have been in use for many years and have demonstrated largely acceptable performance in a variety of applications and slope conditions. All of these methods are available with texturing on one side or both sides and in HDPE or LLDPE versions.
The industry recognized method for determining degree of texturing is ASTM D7466 – Standard Test Method for Measuring Asperity Height of Textured Geomembrane. This test method measures the height from the core membrane to the top of the texture peak. This method requires 10 randomly located samples across the roll width be tested, and does not allow for targeting specific areas that seem visually suspect and concentrating measurements there.
For the most part, all three processes result in a product with smooth edges to facilitate wedge welding of the membrane into panels in the field. Some manufacturers of co-extruded textured geomembranes produce a “smoother edge” where the texturing is flattened down resulting in a bumpy edge, which aids the welding operation although not truly smooth.
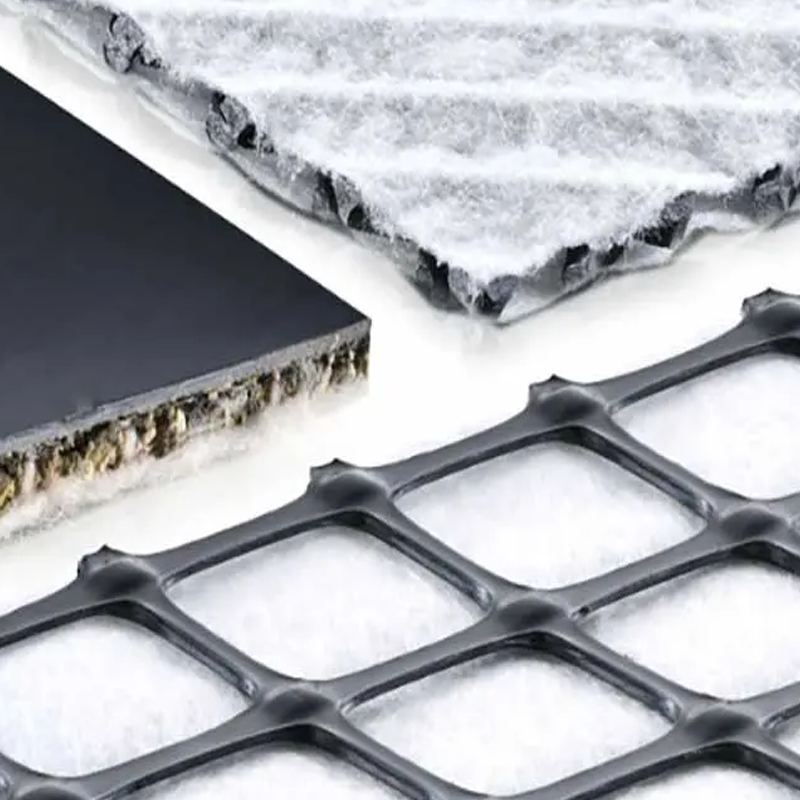
The co-extruded textured process entails injecting nitrogen gas into the molten plastic in the extruder. The screw in the extruder mixes the gas with the plastic. When the mixture leaves the die, the nitrogen expands to create a roughened surface on the geomembrane. This method produces acceptable texturing in most instances, but unfortunately, the exact geometry of the textured surface is uncontrolled. Therefore, this process may result in wide variation of textured quality from edge to edge, along the length of the roll and from roll to roll within a specific project. This variation in texture quality may result in more shear testing being performed to assure that the entire range of the manufacturing run exhibits an acceptable level of texture. An advantage of the co-extruded geomembrane is that the manufacturer can increase the amount of nitrogen in the mixture. This increased nitrogen results in higher asperity and in some cases, improved shear performance when compared to standard levels of nitrogen. These rolls are normally heavier and of larger diameter as additional polyethylene must be used to compensate for the increase in nitrogen. However, another concern regarding this process is that, depending on the amount of blowing agent in the mixture, the uncontrolled release of the excess nitrogen may result in the core thickness of the geomembrane to be unacceptably low. Another potential disadvantage of this method is that the textured surface created may exhibit a “hook and loop” or Velcro® effect when placed adjacent to a nonwoven geotextile or GCL, thereby requiring the use of a rub or slip sheet for deployment. This method allows rolls to be textured all the way to the edge or for smooth edges.
Structuring or Patterning
A more recent innovation of textured geomembrane is referred to as structuring or patterning. Textured geomembrane manufactured in this way is extruded from a flat die immediately into patterned rollers. The membrane, which is still very hot at this point in the process, takes on the inverse pattern that has been embossed in the rollers. This process is ideal for ensuring uniformity of not only the texturing, but also the core geomembrane, across the entire width and the length of the roll. Because the textured pattern is specifically engineered, controlled and embossed in the rollers for the purpose of generating a textured geomembrane, the end user can be assured that there will be no variation in texture quality from side to side, along the length of the roll—or even from roll to roll for that matter. All textured rolls produced will look and perform the same. This also helps to eliminate guesswork and uncertainty when performing direct shear testing for a project. The engineer can be assured that a representative sample is truly representative of what the rest of the material will look like. Different rollers may be used to create more aggressive texturing such as those referred to as structured geomembranes. The ability to “mix and match” a variety of different rollers for each side of the geomembrane allows for a wide variety of applications and field conditions. As noted earlier, this material is flat cast. Because of this, the core thickness is fixed. In addition to uniform texture, there is also uniform core thickness over the entire roll, and there are no uncontrolled releases of blowing agent which can impact the core thickness of the geomembrane resulting in thinner spots.
Another process by which geomembranes are textured is referred to as impingement. In this process, molten polyethylene is sprayed onto the smooth geomembrane in a secondary operation, and the texturing is not integral to the manufacture of the smooth geomembrane. This process is not widely used in North America due to the increased cost associated with a secondary manufacturing step. This method also allows for the edges to be blocked off from the spray leaving smooth edges which facilitate welding.
Tensile Properties
Regardless of the type of texturing process that is used, tensile properties will be impacted as a result of the stress risers introduced on the surface of the geomembrane. Generally speaking, the effect of tensile properties as a result of texturing is most pronounced on the co-extruded textured geomembrane. The effect on tensile properties on structured or impingement geomembrane is evident, but much less dramatic. Co-extrusion may decrease tensile break elongation by as much as 85 percent. Impingement and structured textured geomembranes typically show a decrease of less than 50 percent. Other mechanical properties such as tear and puncture may be affected, but to a much lesser extent.
While smooth geomembranes are acceptable for a variety of applications such as leach pads, floors of landfill cells or even waste water ponds, there are numerous applications where textured geomembranes must be used to assure slope stability. In these instances it is always recommended to consult with your engineer as well as the geomembrane manufacturer(s) prior to making your final material selection.
Get Free Sample
We’ll respond as soon as possible(within 12 hours)